| MODELLO: GS 800 | |
| Area di Lavoro | 800 x 600 x 150 mm |
| Altezza piano di lavoro | 750 mm |
| Velocità | 1 – 250 mm/sec |
| Peso indicativo | 300 Kg |
| Collegamento elettrico | 220/400 V – 50/60 Hz |
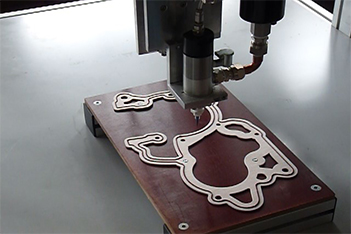
Il sistema di incollaggio a 3 assi GS 800 permette, rispetto all’esecuzione manuale, di automatizzare e velocizzare il processo di deposizione di silicone effettuato su sagome piane posizionate anche ad altezze variabili, incrementando in modo significativo la produttività.
Grazie al movimento controllato degli assi, garantisce massima pulizia e qualità elevatissima nella deposizione dell’adesivo e assoluta precisione e ripetibilità costante delle traiettorie di deposizione. Data la facilità e la velocità di setup per ogni nuova operazione, il suo utilizzo è indicato e redditivo già per l’incollaggio di piccoli lotti di produzione.
Trova applicazione in svariati settori industriali, tra i quali : automotive – guarnizioni – sigillatura ed altri ancora.
Progettato e costruito interamente dalla Angeleri (sia per le parti meccaniche/elettroniche che per l’unità di controllo ed il software di gestione), il sistema a 3 assi GS 800 ha una configurazione di tipo “a portale” con piano di lavoro fisso.
 Il movimento simultaneo degli assi (lineare o interpolato) avviene tramite motori e azionamenti di tipo Brushless tramite cinghie dentate per X e Y, mentre l’asse Z utilizza un sistema vite-madrevite. Tutti gli assi sono governati dall’unità di controllo sviluppata dalla Angeleri, installata a bordo macchina su un PC posizionato su un solido ed ergonomico supporto regolabile.
Il movimento simultaneo degli assi (lineare o interpolato) avviene tramite motori e azionamenti di tipo Brushless tramite cinghie dentate per X e Y, mentre l’asse Z utilizza un sistema vite-madrevite. Tutti gli assi sono governati dall’unità di controllo sviluppata dalla Angeleri, installata a bordo macchina su un PC posizionato su un solido ed ergonomico supporto regolabile.
Le traiettorie di incollaggio vengono acquisite dal controllo in formato DXF, mentre un sensore laser controlla in tempo reale durante la fase di lavoro la corretta deposizione di adesivo. Nel caso la deposizione sia avvenuta in maniera corretta, una cartuccia di marcatura – posizionata sulla testa erogatrice – provvede a segnare e validare il pezzo; diversamente, appare un messaggio per l’operatore sul pannello di controllo.
Tutte le operazioni ed i relativi esiti di esecuzione vengono registrati in uno specifico file, cui il sistema di produzione può attingere per le opportune verifiche, statistiche e gestione delle attività.
Il software di controllo e comando genera un percorso utensile andando ad elaborare il file DXF acquisito , dove il percorso viene designato mediante una linea avente proprietà (tipo di linea, colore, layer) definite in maniera convenzionale.
La macchina non richiede pertanto una programmazione secondo le più complesse procedure comunemente in uso (es : autoapprendimento, programmazione ISO, ecc.), ma genera automaticamente il percorso utensile tenendo conto dei parametri di processo inseriti in modo intuitivo a video per mezzo dell’interfaccia grafica del sistema dall’operatore, cui non è richiesta nessuna formazione preventiva specifica ma solo un breve corso di apprendimento.
I parametri di processo a disposizione dell’operatore sono:
- Offset X e Y (equivale allo zero pezzo, che viene eseguito una sola volta in base al posizionamento della dima porta pezzo)
- Velocità di lavoro
- Distanza desiderata in Z tra il piano di lavoro e l’ugello erogatore
Ogni volta che un parametro viene variato, mediante il tasto “update” la macchina restituisce all’interfaccia grafica dell’unità di controllo la nuova elaborazione, consentendo all’operatore di verificare istantaneamente ciò che la macchina andrà ad eseguire nei prossimi cicli, solo dopo aver premuto il pulsante di start. Questa funzione consente in maniera istantanea la variazione del percorso di deposizione impostato ed una verifica preventiva del percorso modificato che si andrà ad eseguire.
La macchina gestisce 3 percorsi contemporaneamente (elaborati da 3 differenti file DXF) e li esegue nelle diverse zone del piano di lavoro impostate dall’operatore.
Ogni percorso include parametri propri e la macchina è dotata di un sistema di riconoscimento automatico (sensore laser).